
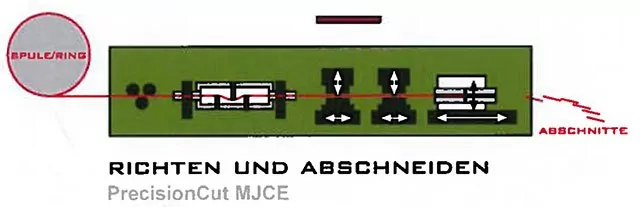
PrecisionCut MJCE
Task
In 2006 we developed a drive and control system for a high-precision Wire Cutting machine for the company Jouhsen Bündgens Maschinenbau GmbH. The control based on a SIMATIC-S7-300-SPS and servo regulators of ETEL, that are particularly distinguished by a quick and precise position control.
ETEL-Rack
Unfortunately the sales of these Etel-controller was meanwhile stopped. New drive regulators have to be found, that on the one hand offer a comparable controller performance and on the other hand fullfil the demands of the present safety standards in drive engineering. That cannot be managed in a simple way.
Masterly approach
M. Eng. Adrian Majewski, at that time still studying at the Fachhochschule Aachen, took that challenge as topic of his master thesis. He analysed the advantages and disadvantages of the controller by a state controller, as already used at Etel, and the usual cascade controller with speed servo control of other suppliers. The excellent presentation of theoretical relations of the controlled system and the different control principles as well as the simulation in LabVIEW and the successful analysis of suitability of some regulators of different suppliers bestowed the top grade 1.0 for his thesis. We would like to say thank you to Prof. Dr.-Ing. Ulrich Hoffmann for his excellent assistance. M. Eng. Adrian Majewski is meanwhile one of our staff.
Our solution
We decided in favor of the servo regulator HCS01.1E of Bosch-Rexroth. This regulator disposes of a quick position and speed control as well as of the integrated safety technology „Safe Motion“.
Servo regulator Rexroth HCS01.1E
The synchronisation of the drives is done by the new IndraControl XM21 of Bosch-Rexroth. This Motion-control is able to trigger all four servo motors via SERCOS III – Bus. Furthermore, all other functions of the machine like the counting of the products, the activation of the centralised lubrication system are taken over by this control.
Rexroth XM21
The control system is completed by the use of the also new SafeLogic extension XFE01.1 of Bosch-Rexroth. By this all safety relevant functions like emergency stopping or safe stopping in case of opened machine cover can be programmed and validated. The transfer of safe signals to the servo regulator is also done by SERCOS-III-Bus by means of the CSos-protocol „CIP safety on sercos“. The operating of the machine is done by a 7“ – touch panel, VR2107 of Bosch-Rexroth. All machine parameters can be inserted there in a comfortable way. Operating data and fault indications are displayed.
Realisation
The software of the machine control, the parameter calculation and the drive synchronisation were prepared and tested in our laboratory before realisation of the machine by using an experimental set-up.
Experimental set-up with linear drive
The circuit diagrams were drawn and the switchboard cabinet was built by our electrical construction team as well. After the company Jouhsen Bündgens Maschinenbau GmbH had set up the machine mecanically we mounted the cabinet and connected all electrical and electronic components. The startup of the drive and control technology followed. Together with our customer we subsequently validated the process and the length tolerances of the products successfully.
Products
Subsequently the machine was accepted by the end customer and was delivered in time.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}