
Task and objective
The software development and HMI programming of the 3-dimensional pick & place portal was part of Ms. Eva Hoffmann’s bachelor thesis for her “Bachelor in Automation” degree at the HELMo Saint-Laurent Haute-École University in Liège, Belgium. Particular attention was paid to innovative control technologies and the seamless integration of modern user interfaces to ensure optimum user-friendliness and efficiency. We received support from the German Mitsubishi Electric headquarters in Ratingen, which contributed to the success of the project with its extensive expertise and the hardware and software components provided. We paid particular attention to the implementation of high performance and functional standards in order to meet the demanding requirements of industrial automation. A key advantage of the system is its full compatibility with the expansion modules and peripheral devices of the iQ-F series, which enables easy expansion and adaptation to specific applications. This compatibility ensures flexible scalability and cost-efficient integration into existing production environments. In this way, both innovative technical solutions and economic efficiency have been successfully combined.Model structure and components
The trade fair model is a 3-dimensional, closed cell that demonstrates the operation of a pick & place system with a vacuum gripper. This system is designed to move small square metal cubes. A solution for a total of six axes is implemented to control the process. The pick & place process follows a pre-programmed sequence in which the cubes are moved in a circle within the cell. An industrial PC integrated into the front of the cell is used to display movement data and system statuses. It also enables the visualization of predictive maintenance, a central function of Mitsubishi Drives. The four axes arranged in a cross shape on the top move the cubes laterally from left to right in order to place them on trays provided for this purpose. These trays are then transported from front to back by two axes mounted on the floor, before being placed sideways again at the next station. The exhibition model is designed to reach its performance limits in order to demonstrate that precise control of the six axes is possible despite the compact design of the PLC and the associated modules. Finally, all modules used in operation are visibly presented in the lower area of the cell.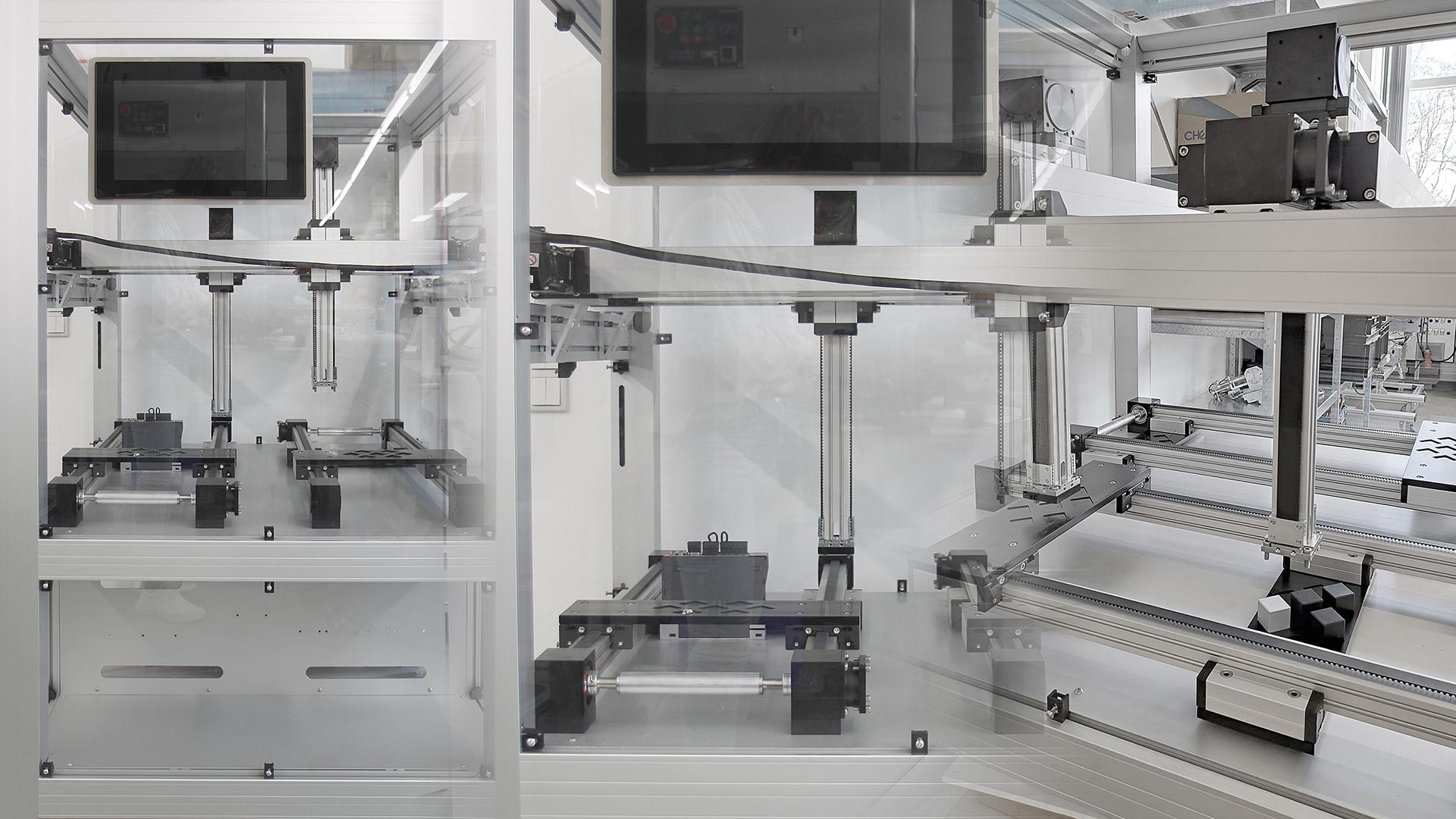
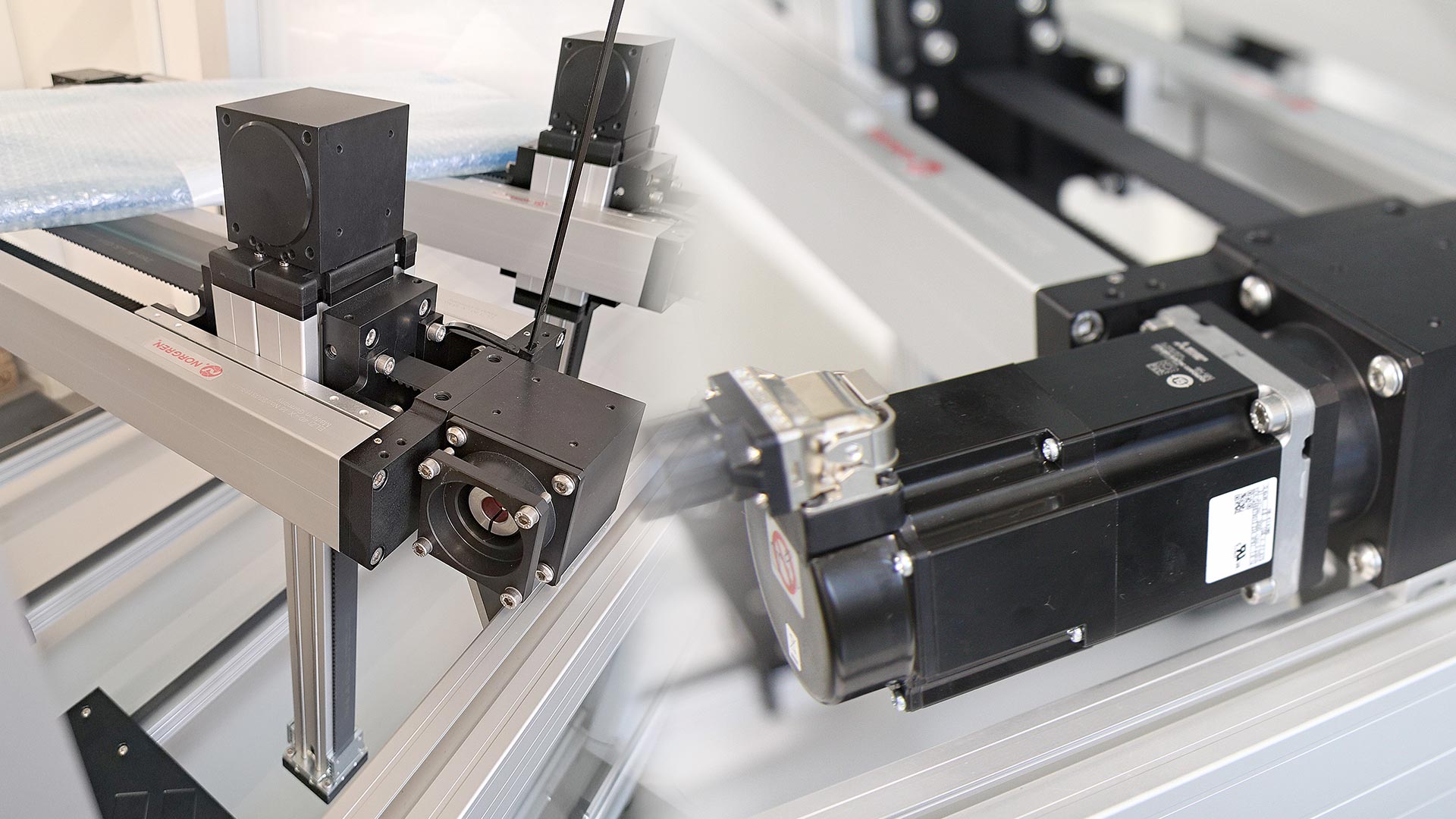
The so-called ELZI linear axis system is characterized, among other things, by the ability of the axis to move in two dimensions without the motors having to be moved. This approach offers the advantage that only small masses need to be moved, which opens up the possibility of achieving higher accelerations.
The control principle of the ELZI system is comparable to that of a so-called H-axis. When moving from left to right, the two fixed motors rotate synchronously in the same direction. When moving from top to bottom, however, they rotate in opposite directions. This is made possible by the design, in which the toothed belt is fixed and tensioned at the end point of the Z-axis. The drive is provided by a circulating belt that is guided through several deflection points.
A vacuum gripper was chosen for the cell’s pick & place process, as it sucks in the cubes from above and thus prevents gripping between closely spaced objects. This minimizes the risk of displacement or collisions that could impair the loading process. In contrast to electric grippers, which require precise maneuvering, vacuum grippers offer additional flexibility thanks to suction bellows with height compensation, as the axis does not have to be positioned with millimeter precision.
For the HMI, the GOT 2000 HMI from Mitsubishi was used in the test phase, which was subsequently replaced by the IPC “IntelNUC” with ICONICS software. As described above, the controller is the Mitsubishi iQ-F Controller FX5UC. The FX5-80SSC-G was used as the motion module, which can control up to eight axes, and the FX5-SF-MU4T5 was used as the safety module.

